


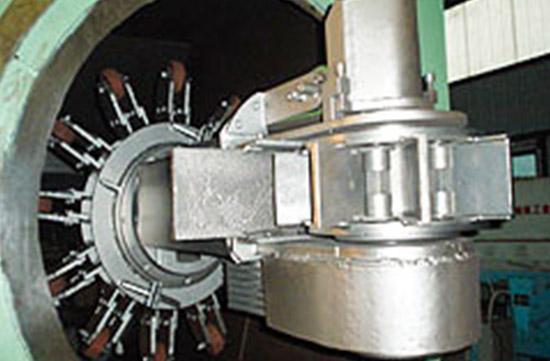
抛丸是利用高速旋转的叶轮把磨料抛掷出去高速撞击工件,对表面进行清理;或者通过高速撞击使工件表面的晶格扭曲变形,使表面硬度增高,对表面进行强化处理的一种工艺。
进行抛丸处理前,全面检查抛丸机的整体状态,根据抛丸机的不同型号,选择合理的电流、抛射角度、抛丸速度等。磨料的品质对工件表面处理的质量影响很大,如磨料的硬度、粒度、金相组织均会影响抛丸效果。


钢材表面经喷丸处理后就会出现许多细微的波峰和波谷,即表面粗糙度。涂层深入到波谷的底部,波峰就像牙齿一样把涂层紧紧地咬住。所以,在涂装界把表面粗糙度形容成“锚”或“机械齿”。 要是这些污物被涂层覆盖了,涂层的机械性附着力和化学性附着力就会受到影响,涂层就会失效。
因此,需要通过喷砂处理,一是为涂层提供表面粗糙度;第二是化学方面的,使涂料的分子与钢材基体表面紧密接触。据英国帝国化学公司介绍,涂层寿命受3方面因素制约:前处理占60%;涂装施工占25%;涂料本身质量占15%。
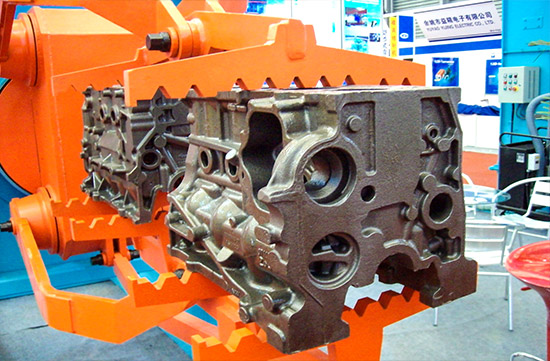
凡是在交变载荷下运转的,受到循环应力作用的金属零部件都需要依靠喷/抛丸强化工艺来提高零部件疲劳寿命。
众所周知,在一个压应力区域,裂纹是难以形成或延展的。由于几乎所有的疲劳和应力腐蚀失效都发生在零件表面或靠近表面的地方,因而通过喷丸强化导入压应力可显著地延长零件寿命。强化产生的残余压应力强度必须达到该零件材料的拉力强度的一半。 齿轮在热处理后 进行喷丸强化,对于一些关键零件,强化是生产的最后一道工序,采用抛丸强化工艺来提高传动零部件的使用寿命。


利用金属磨料及加水射流的动能对花岗岩等石材进行切削,切割过程中无化学变化,具有对切割材质理化性能无影响、无热变形、切缝窄、精度高、切面光洁、清洁无污染等优点。
 淄博市周村区萌水镇中心大街288号
淄博市周村区萌水镇中心大街288号 0533-6888856 6888875
0533-6888856 6888875 shichang@taa.net.cn
shichang@taa.net.cn +86 533-6881107 6881687
+86 533-6881107 6881687联系电话:+86 533-6881107 6881687
公司地址:淄博市周村区萌水镇中心大街288号


联系电话:+86 533-6881107 6881687
公司地址:淄博市周村区萌水镇中心大街288号









{kind=link}